

(1) कच्च्या मालाचा परिणाम
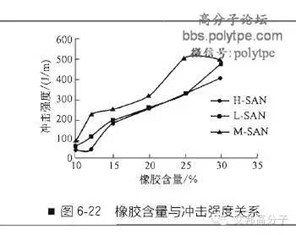
मिश्रधातूच्या PC आणि ABS राळ मिश्रणाच्या विविध ब्रँडच्या कार्यक्षमतेत खूप फरक आहे. आकृती 6-22 वरून असे दिसून येते की उच्च रबर सामग्री PC/ABS प्रणालीची प्रभाव शक्ती सुधारते, परंतु टप्प्याटप्प्याने परस्पर कॅपेसिटन्स वर्तनास मोठ्या प्रमाणात नुकसान करते, त्यामुळे मिश्रधातूचे तन्य गुणधर्म कमी होतात. म्हणून, योग्य रबर सामग्रीसह ABS निवडणे केवळ मिश्रणाची प्रभाव शक्ती सुधारू शकत नाही, तर त्याची वाकण्याची ताकद देखील वाढवू शकते. जेव्हा कमी रबर सामग्रीसह ABS वापरला जातो, तेव्हा मिश्रधातूची वाकलेली ताकद सिनेर्जिस्टिक वाढ दिसून येईल. याव्यतिरिक्त, उच्च ऍक्रिलोनिट्रिल, कमी रबर सामग्री आणि उच्च आण्विक वजन ABS मिश्रधातूचा उष्णता प्रतिरोध सुधारू शकतो.

(२) मिश्रधातूच्या गुणधर्मांवर PC/ABS मिश्रण गुणोत्तराचा प्रभाव
PC/ABS मिश्रण प्रणालीची सुसंगतता आणि यांत्रिक गुणधर्म थेट प्रणालीमधील प्रत्येक घटकाच्या सामग्रीशी संबंधित आहेत. काओ मिंगन आणि इतर. PC आणि ABS राळ यांचे मिश्रण प्रमाण समायोजित करून विविध वैशिष्ट्यांसह विविध PC/ABS मिश्रधातू मिळवले. PC/ABS मिश्रधातूच्या गुणधर्मांचा ABS च्या सामग्रीशी एक रेषीय संबंध आहे आणि अंदाजे ॲडिटीव्हिटीचे पालन करतात. PC/ABS मिश्रधातूचे एकूण गुणधर्म PC आणि ABS मधील आहेत, आणि प्रभावाच्या सामर्थ्यामध्ये सुपरएडिटिव्हिटी प्रभाव (म्हणजे सिनर्जी इफेक्ट) आणि प्रमाणानुसार विरोधी प्रभाव असतो.
(3) तिसऱ्या घटकाचा प्रभाव
बेंझोथियाझोल आणि पॉलिमाइड जोडून PC/ABS मिश्रधातूची उष्णता प्रतिरोधकता आणि थर्मल स्थिरता सुधारली जाऊ शकते. इथिलीन ऑक्साईड/प्रॉपिलीन ऑक्साईड ब्लॉक कॉपॉलिमर, एमएमए/सेंट कॉपॉलिमर आणि ओलेफिन/ऍक्रेलिक व्हिनेगर कॉपॉलिमर यांसारखे प्रोसेसिंग मॉडिफायर जोडून PC/ABS मिश्र धातुची तरलता सुधारली जाऊ शकते. याव्यतिरिक्त, PC/ABS मिश्र धातु इंजेक्शन उत्पादनांची संयुक्त ताकद सुधारण्यासाठी, PMMA, SAN, SBR, ऍक्रेलिक व्हिनेगर इलास्टोमर, कमी घनता पॉलीओलेफिन, इथिलीन/ऍक्रेलिक व्हिनेगर/ॲसिटिक ऍसिड, इथिलीन (व्हिनेगर) कॉपॉलिमर, पीसी/ इथिलीन ब्लॉक किंवा ग्राफ्ट कॉपॉलिमर आणि इतर पदार्थ सहसा जोडले जातात.
(4) प्रक्रिया तंत्रज्ञानाचा प्रभाव
PC आणि ABS मिश्रित उपकरणे ट्विन स्क्रू एक्सट्रूडर आणि स्टॅटिक मिक्सरसह सिंगल स्क्रू एक्सट्रूडरमधून निवडू शकतात. जोंग हान चुन यांचा असा विश्वास आहे की सतत मालीश करण्याच्या एक्सट्रूडरचा प्रभाव आदर्श आहे. ब्लेंडिंग मोडच्या बाबतीत, सेकंड-ऑर्डर ब्लेंडिंगचा प्रभाव अधिक चांगला आहे. तथापि, दुस-या क्रमाने मिश्रणात, सामग्रीचा काही भाग उच्च तापमानात दोनदा बाहेर काढणे आवश्यक आहे, ज्यामध्ये उच्च ऊर्जा वापर आहे, सामग्री खराब करणे सोपे आहे आणि मिश्रधातूचे गुणधर्म कमी करतात.
मोल्डिंग पद्धतीचा PC/ABS मिश्रधातूच्या आकारविज्ञान आणि संरचनेवरही मोठा प्रभाव असतो. उदाहरणार्थ, प्लॅस्टिक दाबून तयार केलेला नमुना मिश्रधातूच्या मिश्रणाने तयार होणारी सूक्ष्म रचना विषम पसरण्याची स्थिती अधिक चांगल्या प्रकारे राखू शकतो, तर इंजेक्शन मोल्डिंग, उच्च कातरणे दराने, फैलाव स्थिती बदलते आणि एकसमान विघटनापर्यंत पोहोचते. म्हणून, दोन नमुन्यांच्या प्रभाव शक्तीमध्ये खूप फरक आहे आणि कॉम्प्रेशन मोल्डिंग नमुन्याची प्रभाव शक्ती जास्त आहे. पाण्यातील PC (पाण्याचे प्रमाण ०.०३% पेक्षा जास्त आहे) आणि उच्च तापमान (तापमान 150 ℃ पेक्षा जास्त आहे) सहज ऱ्हास अंतर्गत, त्यामुळे कोरडे होण्यापूर्वी मिश्रणात किंवा मोल्डिंगमध्ये, स्टीरिक ऍसिड वंगण मिसळणे देखील टाळावे, जेणेकरून प्रभावित होऊ नये. उत्पादनांची कार्यक्षमता.
पोस्ट वेळ: 02-06-22